筛选
-
- 地区
- 全部
-
- 会员级别
- 全部

符合国际及日本国家标准(JEITA ET-7401/ET-7404/JISZ3198-4/MIL-STD-883/IEC60068-2-54/IEC60068-2-69)
阶梯升温法
焊锡小球平衡法
阶梯升温法
急速加热升温法
以上各测试方法,根据需要可任意选择
目前,可测试的最小器件尺寸为:0603(R/C)。这是目前SND部件被标准化的最小尺寸。
只需进行一些简单的装换,就可以对焊锡、焊锡膏、电子器件等分别进行评价。
拥有适于目前各种尺寸电子器件的夹具,以保证测量结果的准确性。
| 焊锡槽平衡法 | 焊锡小球平衡法 | 急速加热升温法 | 阶梯升温法 |
|---|---|---|---|
 |
 |
 |
 |
用焊锡槽法对4种焊锡润湿性试验的结果
| Sn-37Pb | Sn-3.5Ag |
|---|---|
 |
 |
| Sn-3Ag-2Bi | Sn-0.7Cu |
 |
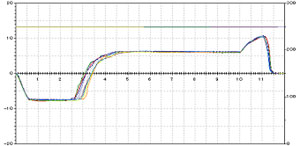 |
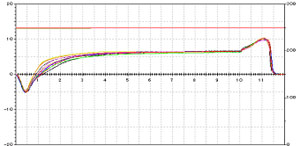
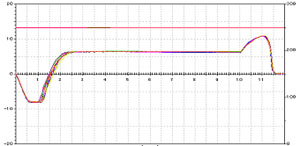
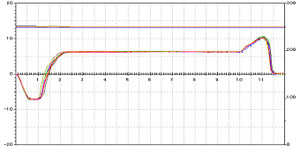
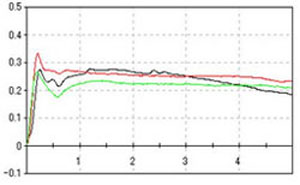
| 各种无铅焊锡润湿性曲线(横轴:时间[s] 纵轴:应力[mN]) | |
在试件(脱磷酸铜10×30×0.3)、助焊剂、试验条件一定的情况下,根据焊锡种类的不同,将得到不同的试验结果。可以看到,各结果的润湿力几乎都一样,但过零时间(T0)的差别比较大。
具体的,Sn-37Pb T0=1sec,Sn-0.7Cu T0=3sec,Sn-3.5Ag T0=1.6sec,Sn-3Ag-2Bi T0=1.4sec很明显Sn-37Pb的润湿性最好。
Sn-0.7Cu的过零时间大约是它的3倍,润湿性也就最差。Sn-3.5Ag和Sn-3Ag-2Bi相比较,过零时间大体一样,润湿性也相近。
因此,润湿性优劣的顺序依次是Sn-37Pb Sn-3Ag-2Bi ,Sn-3.5Ag,Sn-0.7Cu。
用焊锡小球法对器件0201C的润湿性的测试结果
| 0201C润湿性曲线 | 测定外观 |
|---|---|
 |
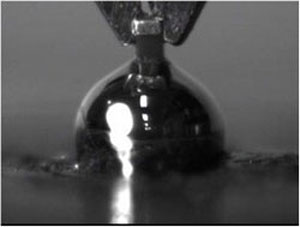 |
| 0201C润湿力测定 | |
对微小的SND部件,像尺寸是0201的器件,因管脚很小,故在测试时,一般浸入深度设定在0.2mm以下,试件和小球的距离也要很好的控制。
测定的润湿力为0.25~0.35mN。另外,在现有的各标准中,SND部件的尺寸最小到0402C,0402R,而0201以下的部件尚未被标准化。
本试验结果在IEC 60068-2-69, EIAJ ET-7401标准制定时被作为参考。
将经过助焊剂处理过的金属棒浸入溶融状态的焊锡中时,焊锡的液面受作用于金属棒间表面张力的影响,向表面张力方向移动(如图1所示)。因此,减少了金属棒所受的浮力。
| 图1 作用于金属棒上的力 | 图2 金属棒的润湿过程 |
|---|---|
 |
 |
如果忽略金属棒浸在焊锡中的体积的话,金属棒未润湿时和润湿后,其表面张力TA,金属棒和焊锡间接触角的变化如图2所示。
此时,表面张力的垂直方向的分力为TA cosθ。一般被称为“付着力”或“付着张力”,表示“润湿”的程度。
在这里,金属棒和焊锡的接触长度为L,实际上的力FA即为
FA = TA・cosθ・L
通过测定FA即可求到付着张力。
或者,从上面的式子可推出接触角。
θ=cos-1 FA / TA L
如果TA已知,由FA即可求出θ。
其实,浮力测定的实际操作是把金属棒夹紧,在金属棒的上方设置应力计进行。
和应力计结合起来的金属棒以一定的速度,一定的深度浸入焊锡槽内(一定温度的焊锡槽),经一定的时间后再把它取出。
因此,测定出的浮力关于时间的变化表示一定条件下金属的“润湿”状态。(参照图3)
注:关于沉浸体积对浮力的影响,有时不能忽视。
此时,浮力FV =V P
V:沉浸部分的体积
P:焊锡的比重
只要从测定值中减去沉浸部分所受的浮力就可得到表面张力引起的浮力变化。
记录曲线如图3所示,从记录曲线减去沉浸部所受的浮力,这个差可以看做是“润湿”的变化。
| 图3 测定原理图 |
|---|
 |
点A:测定开始
点B:部件接触到液面
点C:部件到达设定深度,润湿已开始
点D:润湿过程向液面水平方向进行
点E:润湿过程达到液面水平位置
点F:润湿过程继续进行
点G:润湿应力达到最大值
点H:部件开始抽出
点I:部件离开液面时的瞬间
点J:部件完全离开液面
点B, E之间的时间差 称之过零时间
点E, F之间的时间差 称之上升时间
点G处应力的最大值 称之最大应力
点H处应力值 称之最终应力
 |
 |
 |
 |
 |